









Greenfield Sulfuric Acid Plants

Greenfield Sulfur Dioxide Plants
Modernization of World-Scale Sulfuric Acid Plants

Debottle-necking and Process Studies
Cataytic Converters
Gas-to-Gas Heat Exchangers
Acid Towers &
Pump Tanks
Pump Tanks
SMART Acid Distributors

HP Ceramic Packing Installations

Sulfur Furnaces

Designed and engineered by NORAM, and delivered to the Ambatovy Nickel Project In Madagascar.

The 300 MTPD Sulfur Dioxide Plant at the copper plant in Santa Rosalia, Mexico, provides high-pressure sulfur dioxide gas to leaching processes.

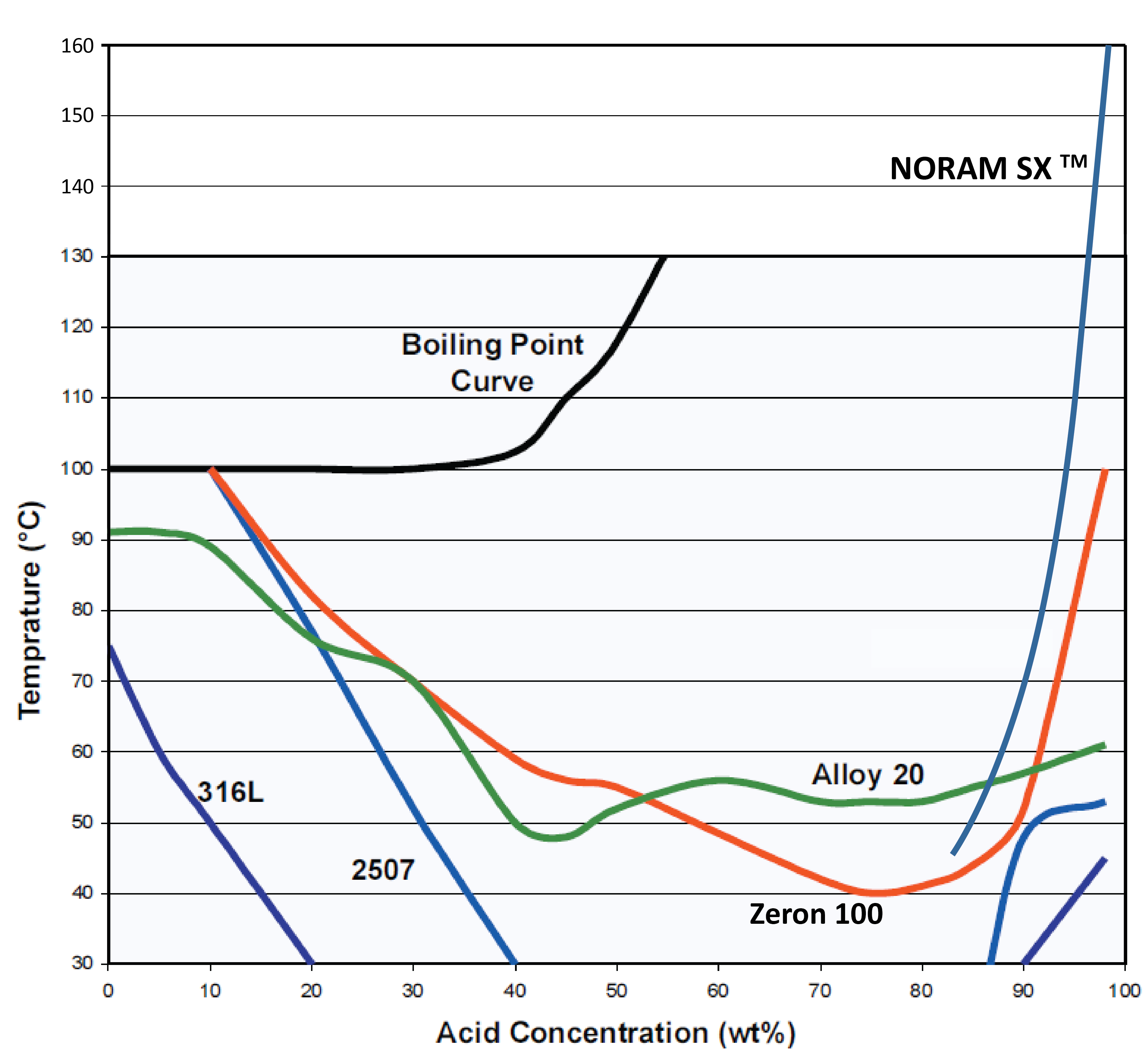
Dry and absorption towers were replaced by NORAM SX™ acid towers at a 1,750 MTPD sulfur-burning acid plant for fertilizer producer in Morocco.

NORAM’s Absorption System retrofitted to a metallurgical plant of up to 2,000 MTPD capacity allows for ultra low emissions of sulfur trioxide and sulfuric acid mist to the environment.
{kind=link}
NORAM's Hot Gas-to-Gas Heat Exchanger installed at 450 MTPD sulfuric acid regeneration plant in USA.

Stainless Steel NORAM Catalytic Converter for 300 MTPD sulfuric acid regeneration plant in USA.

NORAM SX SMART Acid Distributor for 1,650 MTPD smelter acid plant in Chile.

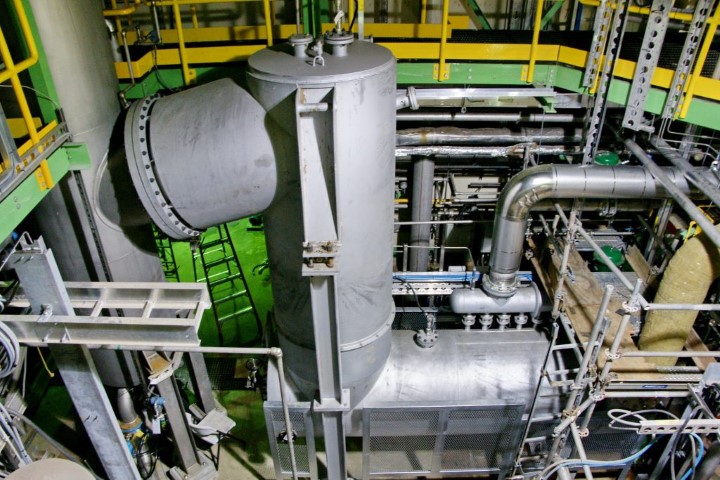
Absorption System in a 2,650 MTPD sulfur-burning plant, uses dry, interpass and final towers in NORAM SX™ material.

Radial Flow Stainless Steel Gas‐to‐Gas Heat Exchanger installed at 1,100 MTPD smelter acid plant in Mexico.
NORAM designed and supplied a Cellchem™ Spiral Flame sulfur combustion and quench system to a Canadian pulp and paper producer for their high-quality corrugating medium facility.

Final & Interpass Absorbing Tower Combined Acid Pump installed in a 2,400 MTPD sulfur-burning acid plant in Israel.

Sulfur furnace and sulfur guns installed at a 210 MTPD sulfur-burning acid plant in Canada.

Brick-lined final absorption tower installed at a 1,300 MTPD smelter acid plant in Chile.

NORAM replaced Converter Nozzle and Ducting at 3,850 MTPD metallurgical acid plant in USA.

NORAM replaced Converter Nozzle and Ducting at 3,850 MTPD metallurgical acid plant in USA.